智能装备
掌握多项自主研发核心技术,致力于瓦楞包装工业迈向整厂智能化

纸板品质高,生产速度快
自动切口

无纸检测
同步进纸输送

压轮自动抬放
自动润滑

双皮带出纸

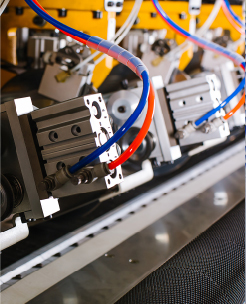
纵切每刀采用独立伺服控制,为你带来更高的换单效率。
分切刀动力方式采用花键轴与同步带相结合的传动方式
分切刀采用大直径、韧性好、强度高的硬质合金分切薄刀,提高刀片使用寿命
可实现电动纠偏,解决因单面机入纸不对中现象;
排刀为永磁同步伺服电机、精确,可靠;1S换单、排单速度快、换单浪费少;
分切刀速度控制伺服控制,自动跟随纸板速度同步调整;
自动切边系统,换单时自动切断纸边;
标配10寸彩色触摸屏、方便现场操作监视;
标配通讯接口,控制接口、与干部设备监控管理系统联网,实现自动换单与订单管理;
标配工业空调,电气设备在无尘、恒温、恒湿环境下运行。
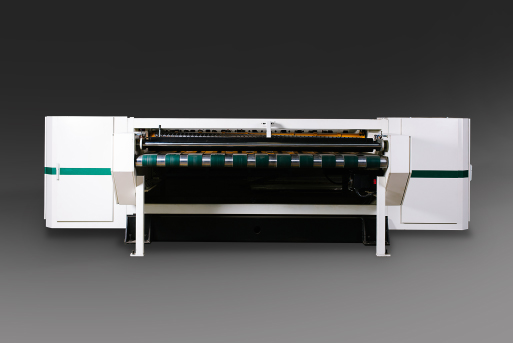
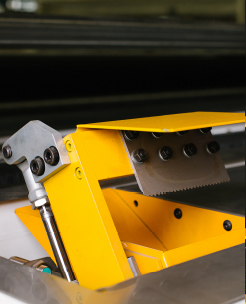
横切机合金钢无缝钢管螺旋刀轴的加持,短纸板生产效率大幅提升。
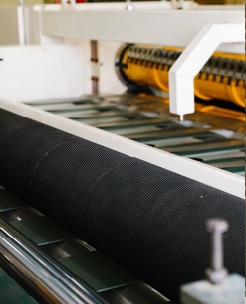
牵引部采用皮带输送;
牵引部设计采用开放式设计(方便安装、维护、保养、及堵纸处理的时间上有很大缩短,解决了不必要的浪费时间。);
牵引部速度伺服控制,配有恒张力控制模式,并配有专业PID张力算法;
横切部采用伺服电机独立驱动,提高裁剪尺寸的精准度;
横切部上、下刀为锯齿形;
框架式结构、模块化设计、精密加工、设备长期稳定运行
合金钢螺旋刀轴、低惯量、高刚度;
标配自动润滑系统,齿轮、轴承循环润滑、散热;
出纸伺服控制,平稳控制出纸速度;
横切出纸配有动力毛刷(刷刀及导纸作用,预防纸张切断后随横切刀上翻造成堵纸);
横切出纸段配有自动控制气动起落压纸轮装置(对于单瓦纸挺度差特设此装置,压轮增加压深使纸张产生弯曲形成立筋加高纸张截。);
自动换单,换单时自动切除纸头功能(可选),减少换单损耗;
标配通讯接口,控制接口、与干部设备监控管理系统联网,实现自动换单与订单管理;
标配工业空调,电气设备在无尘、恒温、恒湿环境下运行。
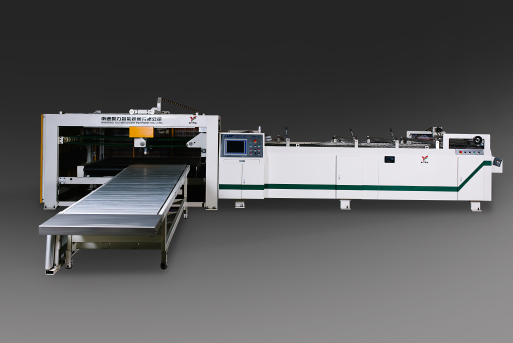
堆码机全伺服控制,并采用高强同步带和输送带确保堆叠效率
堆码四段输送,整体规划后可达到更高的线速度(在纸张完全达标的情况下使用额定线速度可达到定线配置标准);
输送段末端增出纸压轮装置(出纸到收纸台时避免瞬间加速造成纸张上翻的装置)
第一段采用整幅宽输送带,其余采用多条窄输送带进行输送,且两段输送之间相交叉(防止纸板掉到面,加大惯性距提升纸张的弯曲强度使挺度加大)
堆码输送一段配有压片调整装置,可调整压板位置和角度。
皮带控制伺服控制,速度控制精准,并自动跟随产线速度,准确换单,准确换跺;
平台上方增加输送圆带,作为输送段的延伸,更有利于长纸板的输送;
后挡板组件装有收纸带,高速旋转,将纸板整齐定位到后挡板上;
收纸台采用平衡配重方式(提升电机的定位准确性、减小电机负载提高电控性能及机械性能);
移动挡纸采用全自动伺服调整系统(采用齿轮齿条形式调整,电机采用伺服马达,定位更迅速、精确);
后挡板伺服控制,跟据订单规格自动定位,控制精准;
拍纸控制伺服控制,并根据产线速度可自动调整;
吊篮控制伺服控制,速度平稳,位置精确;
横出控制伺服控制,换跺周期到时平稳出纸;
标配通讯接口,控制接口、与干部设备监控管理系统联网,实现自动换单与订单管理;
标配工业空调,电气设备在无尘、恒温、恒湿环境下运行。

微信公众号

微信视频号
销售专线
邱祉海 13588049998
黄 元 18768443628
售后专线
唐经理 13706501964
汤经理 15057169010